想要深入了解宁波【本地】铸铁闸门订制产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您全方位感受产品的魅力与品质。
以下是:宁波宁波【本地】铸铁闸门订制的图文介绍

随着大数据、物联网、智慧城市等新型产业发展带来行业的契机,耀禹水利机械厂始终以前瞻的眼光,紧跟时代潮流,坚持以专业化的发展战略,专注技术与应用不断开发适合客户需求的新 球墨铸铁闸门、产品;务实守信,开拓创新,携手广大合作伙伴“扬帆起程领航未来”。


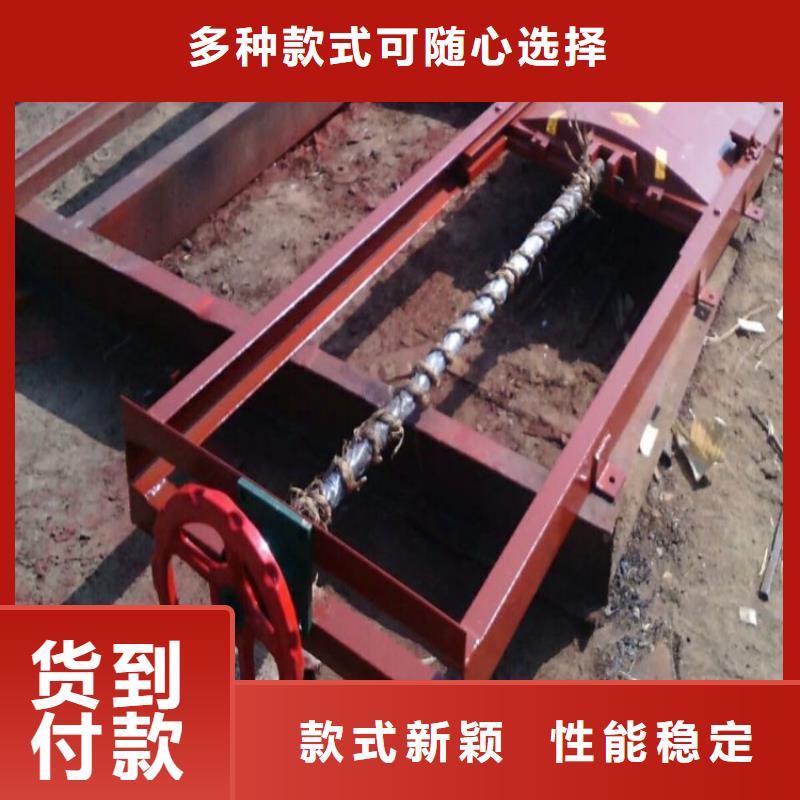
试验方法与检脸规则 密封面间隙检验 门板与门框密封座的结合面,必须清除外来杂物和油污,将闸门全闭后放平。在门板上无外加荷载的情况下,用0.1 mm的塞尺沿密封的结合面测量间隙,其值不大于0.1mm。 装配检验 将门板在门框内人座,作全启全闭往复移动,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合3.2-3.4的规定。 渗漏试验 密封面应清除任何污物,不得在两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐渐注人清水,以水不溢出为限,其密封面的渗水量应不大于l.2 5L /min·m (密封长度)。



订货单位有权按本标准的有关规定对产品进行复查,抽检量为批量的20%。但不少于1台且不多于3台。抽检结果如有1台不合格时应加倍复查,如仍有不合格时,订货单位可提出逐台检验或拒收并更换合格产品。 型式检验 有下列情况之一时可在闸孔尺寸300~600mm、700~1500mm、1600~2000mm和2100~3000mm范围内按表1规格任送一种进行型式试验: a.新产品试制时; b.老产品转厂生产的试制定型鉴定; c.如结构、材料和工艺有较大改变,可能影响性能时; d.正常生产时,两年检验一次; e.产品长期停产后,恢复生产时。 型式检验项目 (1)作门板挠度测定,应符合要求 (2)作全压泄漏试验,应符合要求。 标志 闸门的标志可直接在门板的背部铸造凸字或钉铭牌,其内容应包括制造厂名或厂标、闸门规格和工作水头等字样。 包装、运输及贮存 闸门在检验合格后,应清除表面的油污脏物和存留的水分。 在装运和贮存期内闸门应处于关闭状态,螺杆或螺纹部应涂油脂包扎,以防锈蚀和损坏。 闸门的发运方式由供需双方协商确定。包装应符合YB 3214规定,必须使闸门及附件固定,保证在运输途中不致因包装不慎而损坏。闸孔在600mm以上时,需用螺栓紧固或者紧固在一块滑座上,以便安全吊装。 出厂闸门应附有产品合格证、产品使用说明书及装箱单。







 扫一扫
扫一扫