想要知道六安【本地】正元镀锌管现货充足产品如何?看视频就知道!看视频,选产品更明智!
以下是:六安【本地】正元镀锌管现货充足的图文介绍


无缝管因其优良的机械性能和耐腐蚀性,在多个领域得到广泛应用。在石油地质钻探领域,无缝管是地质部门进行岩心钻探的重要工具,包括钻杆、六安当地钻铤和岩心管等。在船舶制造领域,碳钢无缝钢管用于制造船舶的耐压管系、六安附近锅炉和过热器,确保船舶的安全运行。在锅炉制造领域,低中压锅炉和高压锅炉用无缝钢管用于制造锅炉的过热蒸汽管、六安同城沸水管等,能够承受高温高压环境。在汽车制造领域,无缝钢管用于制造汽车的半轴套管及驱动桥桥壳轴管,提高汽车的稳定性和安全性。此外,无缝钢管还广泛应用于石油化工、六安当地流体输送、六安当地化肥设备、六安同城液压和气动缸筒等领域,满足不同行业的特殊需求。### 结论无缝钢管的材质种类繁多,每种材质都具备独特的特性和适用领域。在选择无缝钢管时,需要根据具体的使用环境和要求,选择合适的材质和规格。无论是碳钢无缝钢管、六安合金无缝管还是特殊合金无缝钢管,都以其优异的性能和广泛的应用领域,在工业领域发挥着重要作用。



热轧厚壁无缝管、六安当地冷轧厚壁无缝管、六安附近冷拔厚壁无缝管、六安本地挤压厚壁无缝管、六安当地顶管结构用不锈钢无缝管(GB/T14975-2002)是用于一般结构和机械结构的无缝钢管,广泛用于化工、六安石油、六安同城轻纺、六安当地医疗、六安食品、六安机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、六安附近扩)和冷拔(轧)无缝钢管。流体输送用不锈钢无缝管(GB/T14976-2002)是用于输送水、六安油、六安同城气等流体的一般无缝钢管,通常是用不锈钢制成的热轧(挤、六安同城扩)和冷拔(轧)无缝钢管。异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、六安不等壁厚异型无缝钢管(代号为BD)、六安附近变直径异型无缝钢管(代号为BJ)。异型无缝钢管广泛用于各种结构件、六安当地工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。



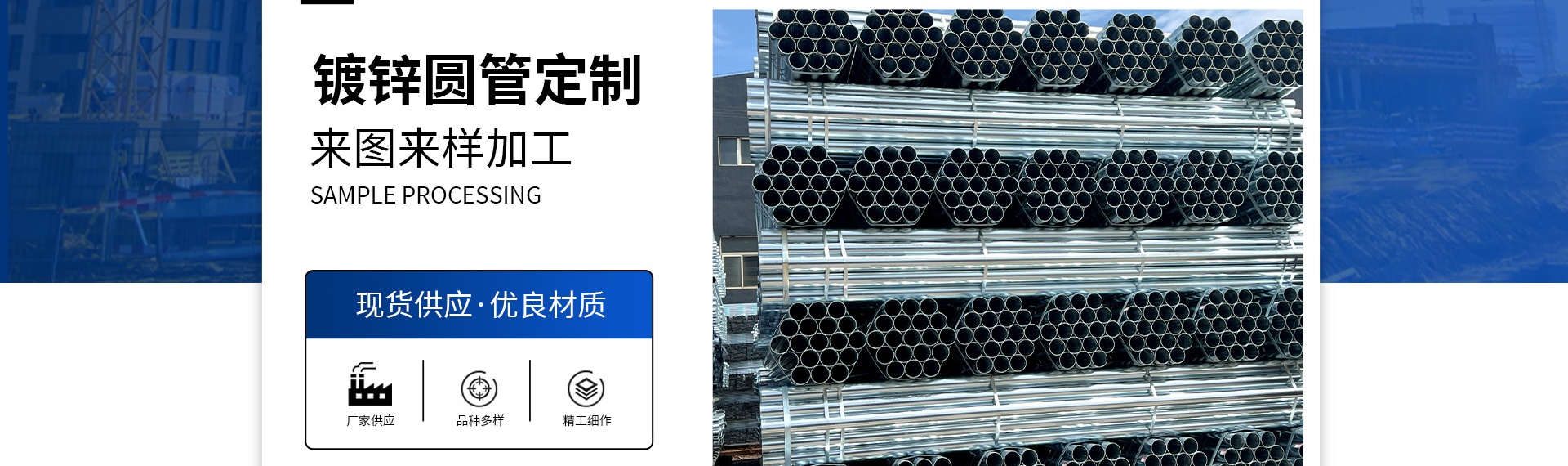
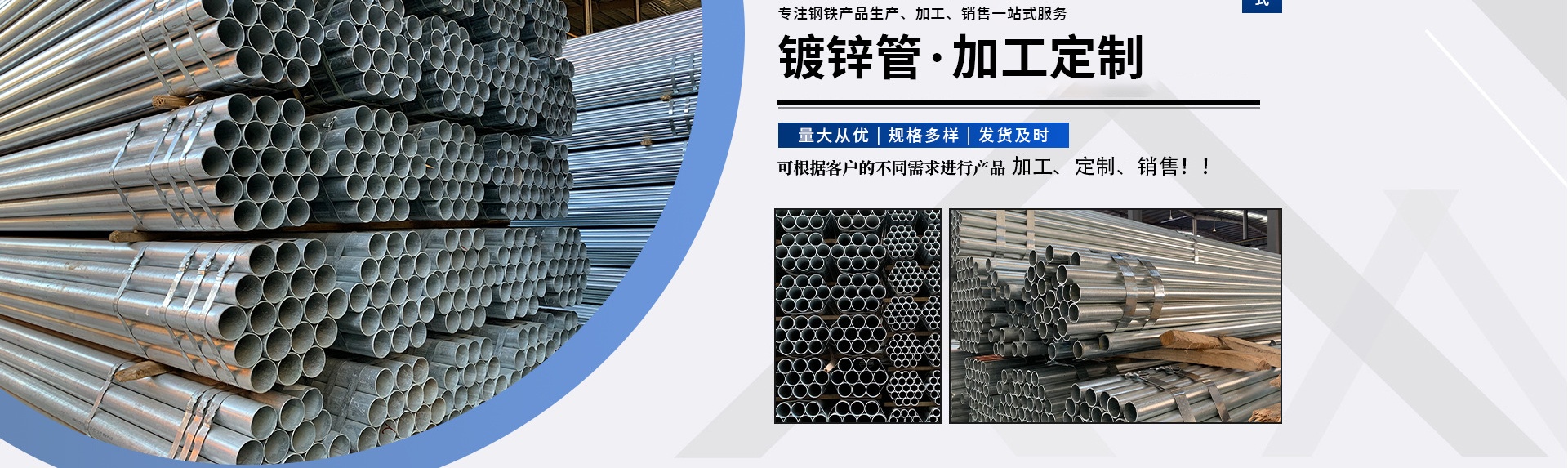
聚旺物资有限公司拥有完善、配套的生产设备,经验丰富的专业技术人才和生产操作规程,形成了自主设计、不断创新,规模生产的现代企业科技平台,企业生产经营的 六安高锌层镀锌管、产品,严格按照国家标准及行业标准生产,产品经相关省市质量监督检验院检测,各项指标均为合格。
聚旺物资有限公司以”品种齐全,价格优惠,诚信经营,服务至上,质量保证”的生产经营理念,竭诚为广大客户服务。


无缝管的生产方法很多。根据交货要求,可用热轧(约占80~90%)或冷轧、六安同城冷拔(约占10~20%)方法生产。热轧管用的坯料有圆形、六安当地方形或多边形的锭、六安本地轧坯或连铸管坯,管坯质量对管材质量有直接的影响。热轧管有三个基本工序:①在穿孔机上将锭或坯穿成空心厚壁毛管;②在延伸机上将毛管轧薄,延伸成为接近成品壁厚的荒管;③在精轧机上轧制成所要求的成品管。轧管机组系列以生产钢管的外径来表示(见轧机)。无缝钢管生产方法见表1,括号中数字为创制年代。无缝钢管生产有近100年的历史。德国人曼尼斯曼兄弟于1885年首先发明二辊斜轧穿孔机,1891年又发明周期轧管机,1903年瑞士人施蒂费尔(R.C.Stiefel)发明自动轧管机(也称顶头式轧管机),以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代无缝钢管工业。20世纪30年代由于采用了三辊轧管机、六安当地挤压机、六安同城周期式冷轧管机,改善了钢管的品种质量。60年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了无缝管与焊管竞争的能力。70年代无缝管与焊管正并驾齐驱,世界钢管产量以每年 5%以上的速度递增。中国1953年后重视发展无缝钢管工业,已初步形成轧制各种大、六安当地中、六安小型管材的生产体系。铜管一般也采用锭坯斜轧穿孔、六安附近轧管机轧制、六安盘管拉伸工艺。



1、六安当地热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。1.2、六安本地若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、六安附近冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。1.3、六安本地挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。





 扫一扫
扫一扫